Palm oil mills are actually energy self-sufficient mini power plants, using biomass (fiber and shell) to generate steam and electricity. However, many mills lose 10–30% of potential energy efficiency due to hidden losses that are often overlooked by engineers.
Below are 10 hidden energy losses in palm oil mills, commonly identified during industrial energy audits.
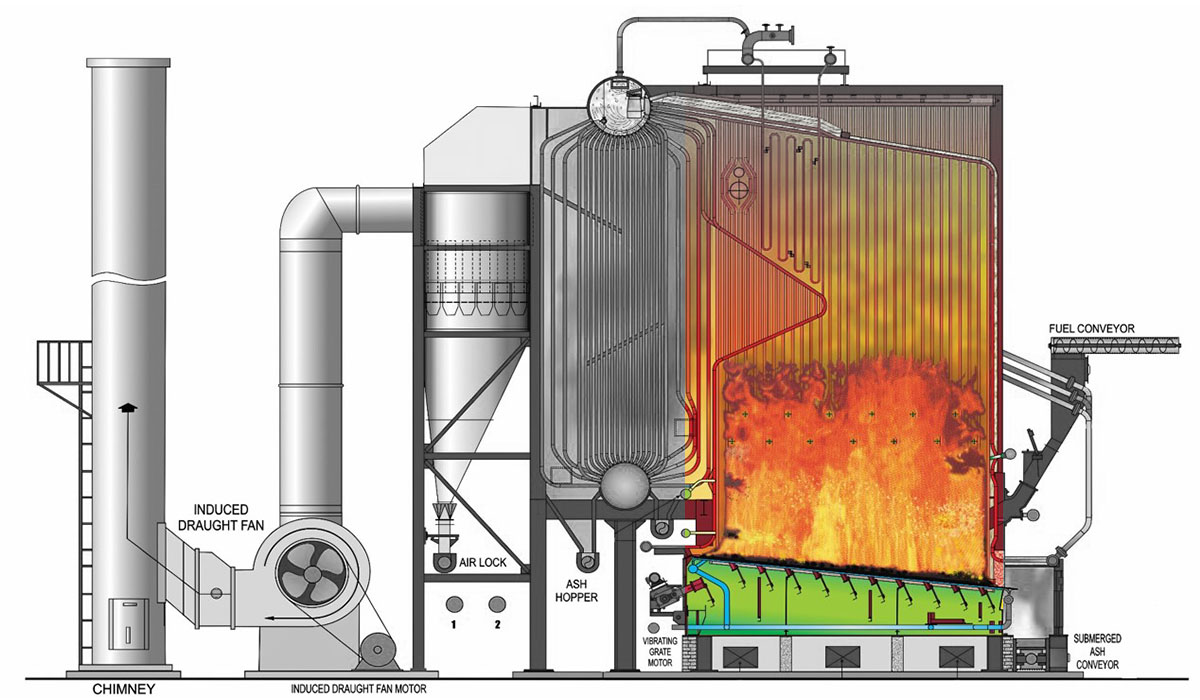
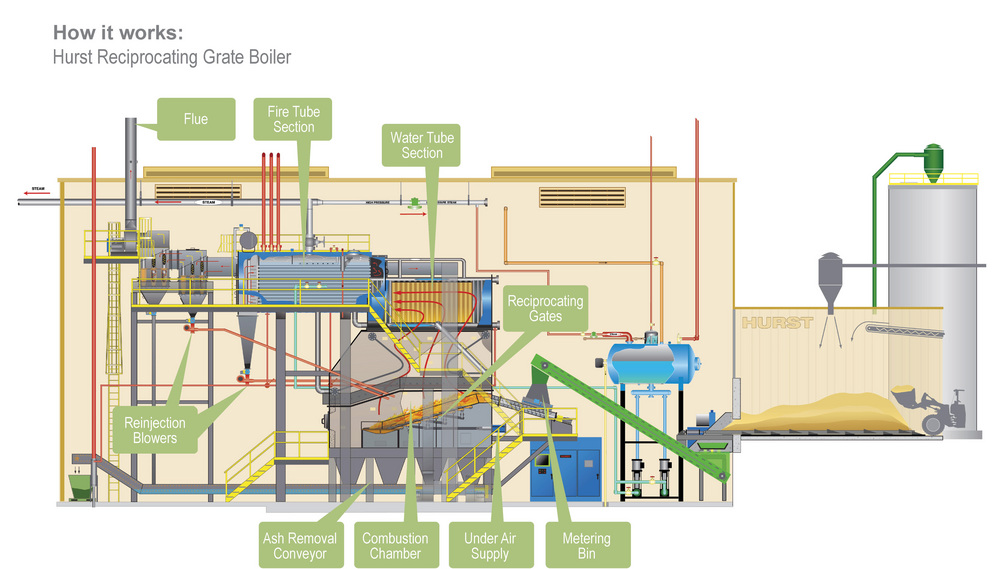
1. Excess Air in Biomass Boiler Combustion



The Problem
Many palm oil mill boilers operate with too much excess air.
Air is needed for combustion, but excess air causes:
Lower furnace temperature
Higher stack heat loss
Reduced combustion efficiency
Typical mills operate at 8–12% O₂ in flue gas, while optimal combustion is around 4–6% O₂.
Energy Impact
Each 1% increase in excess oxygen can reduce boiler efficiency by 1–2%.
Solution
Install online oxygen analyzer
Optimize air–fuel ratio
Adjust ID/FD fan damper control
Reference
MPOB (Malaysian Palm Oil Board) – Palm Oil Mill Energy Utilization Studies
AEE Energy Efficiency Handbook
2. High Flue Gas Stack Temperature


The Problem
Large heat losses occur when hot flue gas exits the chimney.
Typical values:
| Condition | Stack Temperature |
|---|---|
| Good boiler | 150–180°C |
| Poor boiler | 250–300°C |
Why It Happens
Fouled heat transfer surfaces
Missing economizer
Poor soot blowing
Energy Impact
A 50°C increase in stack temperature can reduce boiler efficiency by 3–5%.
Solution
Install economizer
Regular soot blower operation
Monitor stack temperature
Reference
UNIDO Industrial Energy Efficiency Guide
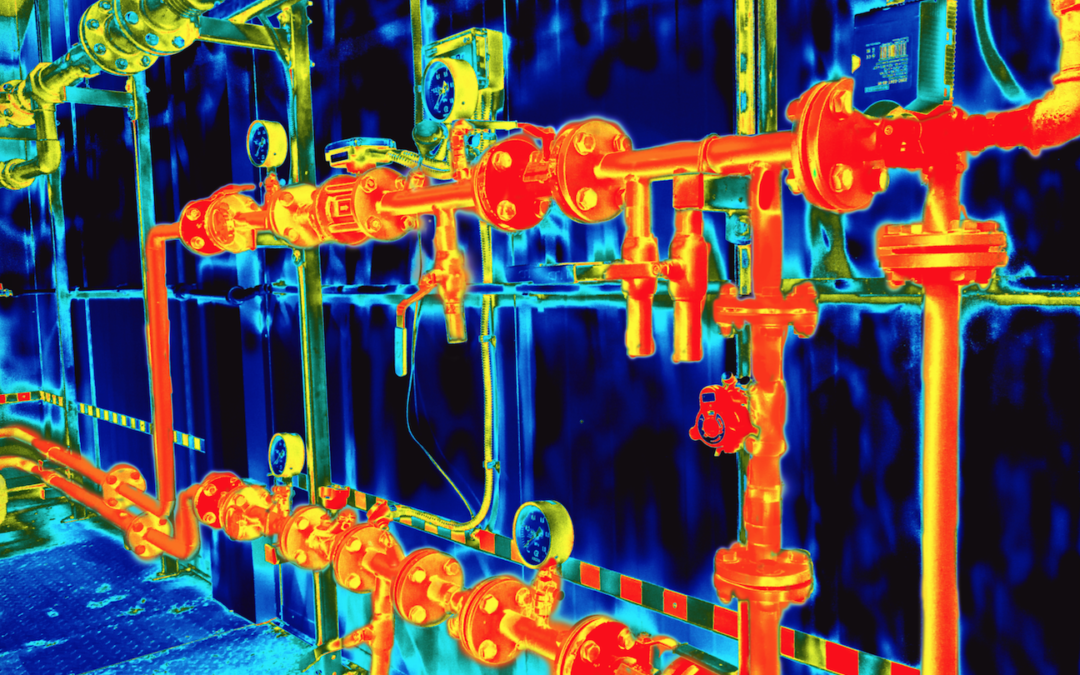
3. Steam Leakages in Distribution System



The Problem
Small steam leaks are often ignored.
Common locations:
Flanges
Valves
Steam traps
Pipe joints
Energy Impact
A 3 mm steam leak at 10 bar can waste:
≈ 30 kg steam/hour
Equivalent fuel loss annually:
RM 15,000–30,000 per leak
Solution
Steam leak inspection program
Ultrasonic leak detection
Reference
U.S. Department of Energy – Steam System Best Practices
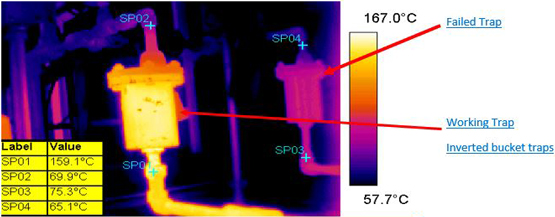
4. Poor Steam Trap Performance
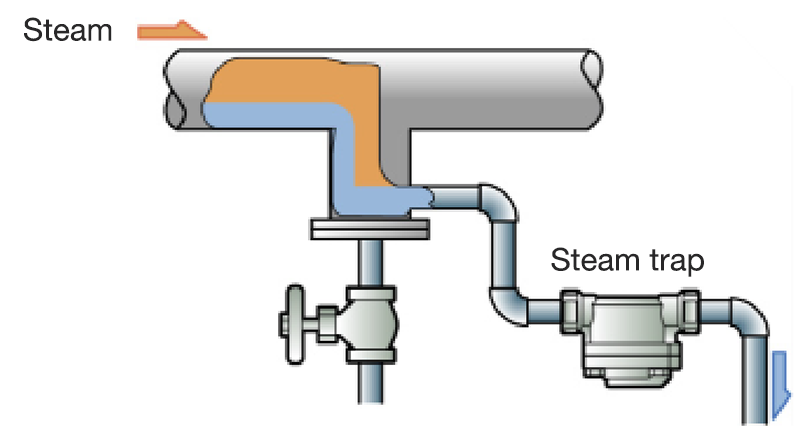


The Problem
Steam traps fail in two ways:
Fail open → steam loss
Fail closed → condensate accumulation
In many plants:
20–30% of traps are malfunctioning.
Energy Impact
Failed traps can waste thousands of kg of steam daily.
Solution
Annual steam trap audit
Thermal imaging inspection
Reference
Spirax Sarco Steam Engineering Guide
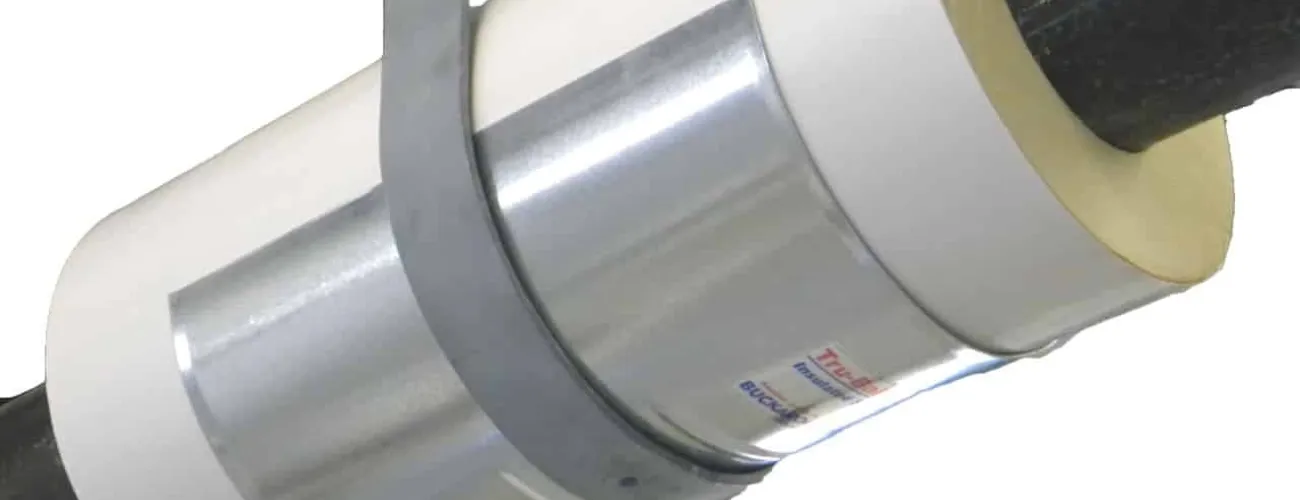
5. Poor Insulation of Steam Pipes
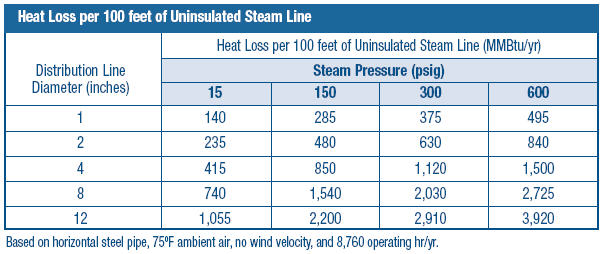

The Problem
Missing or damaged insulation leads to heat loss.
Example:
Bare steam pipe surface temperature:
150°C
Ambient temperature:
30°C
Heat radiates continuously.
Energy Impact
Uninsulated pipes can lose:
500–1000 W per meter
Solution
Maintain insulation thickness
Conduct thermal camera surveys
Reference
ASHRAE Industrial Energy Efficiency Handbook
6. Low Turbine Efficiency



The Problem
Back-pressure turbines in mills often operate below optimal efficiency.
Causes:
Blade erosion
Steam moisture
Poor turbine maintenance
Low steam pressure
Energy Impact
Efficiency may drop from:
65% → 45%
Meaning less electricity generation.
Solution
Maintain superheated steam quality
Periodic turbine overhaul
Reference
Thermal Engineering by P.K. Nag
7. High Boiler Blowdown Losses



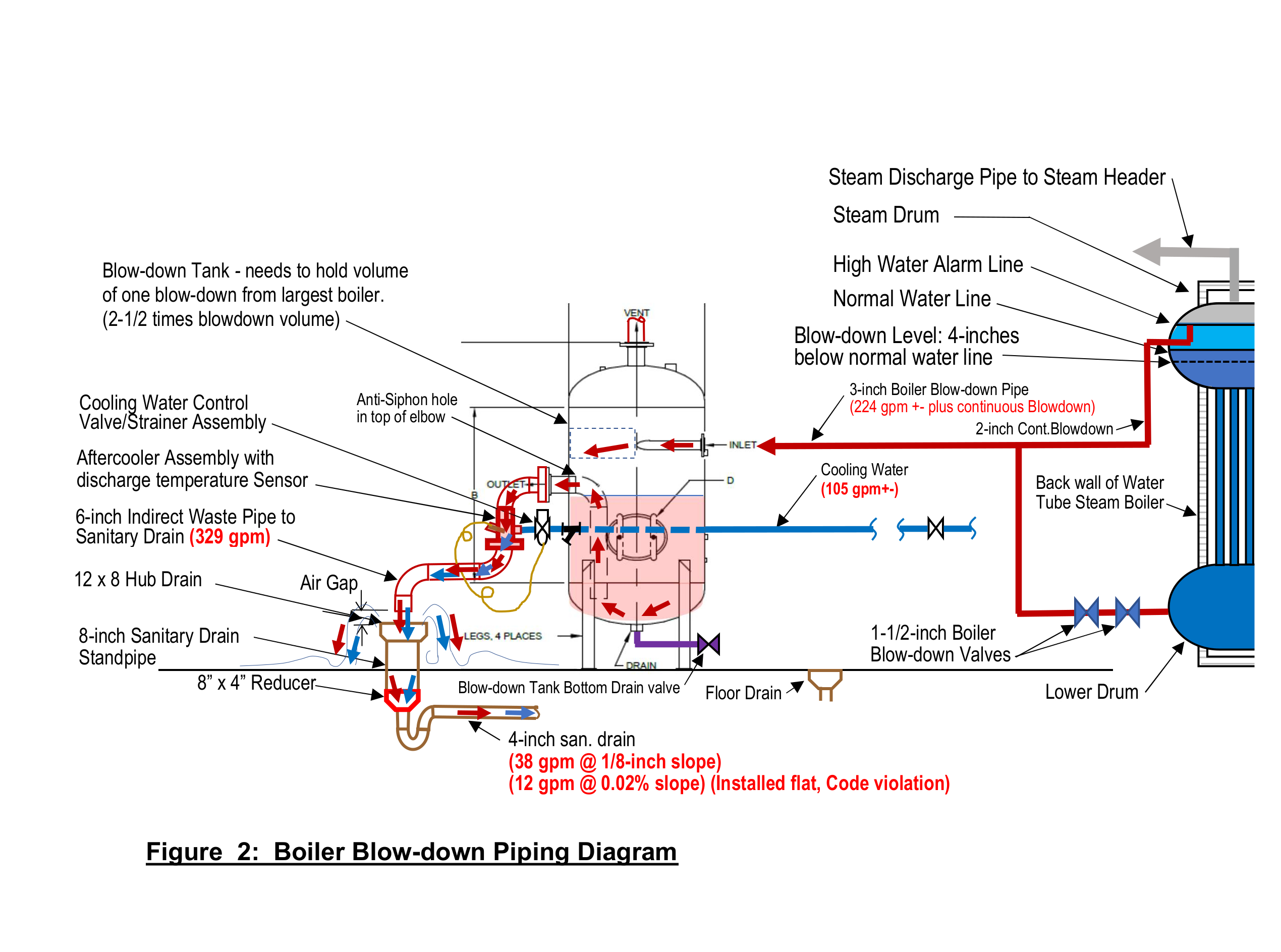
The Problem
Blowdown removes dissolved solids from boiler water.
However excessive blowdown wastes:
Heat
Treated water
Chemicals
Energy Impact
Typical recommended blowdown:
3–5% of steam production
Many mills operate at:
10–15%
Solution
Install automatic TDS control
Improve water treatment
Reference
Energy Efficiency Guide for Industry – IEA
8. Poor Condensate Recovery



The Problem
Many mills discharge condensate instead of recovering it.
Condensate temperature:
80–100°C
This is valuable heat energy.
Energy Impact
Recovering condensate can reduce boiler fuel use by:
10–15%
Solution
Install condensate recovery system
Return hot condensate to deaerator
Reference
DOE Steam System Energy Guide
9. Inefficient Electric Motors




The Problem
Motors drive:
Pumps
Fans
Press machines
Conveyors
Many motors operate:
Oversized
Constant speed
Poor power factor
Energy Impact
Motors consume 60–70% of plant electricity.
Solution
Install Variable Speed Drives (VSD)
Replace with high-efficiency motors
Reference
International Energy Agency – Motor Systems Guide
10. Waste Heat from Sterilizer Exhaust




The Problem
Sterilizer exhaust steam is usually released to atmosphere.
This steam still contains:
Sensible heat
Latent heat
Energy Impact
Large mills may lose several tons of steam per hour.
Solution
Install:
Flash steam recovery system
Heat exchanger recovery
Reference
MPOB Palm Oil Processing Technology Handbook
Total Energy Loss Potential
If these issues exist together, total energy losses can reach:
15–30% of mill energy consumption.
For a typical palm oil mill:
Annual energy cost = RM 5–10 million
Potential savings:
RM 1–3 million per year
Key References
Malaysian Palm Oil Board (MPOB) – Palm Oil Processing Technology Handbook
Association of Energy Engineers – Energy Efficiency Handbook
U.S. Department of Energy – Steam System Best Practices
International Energy Agency (IEA) – Industrial Energy Management Guide
Spirax Sarco Steam Engineering Guide
P.K. Nag – Engineering Thermodynamics
✅ If you want, I can also prepare something very powerful for your ebook:
“Energy Optimization Strategy for Palm Oil Mills – The Energy Manager Playbook.”
It would include:
Energy KPI for palm oil mills
Boiler efficiency calculation
Steam system audit checklist
Turbine performance monitoring
Real case studies
This could become a very strong technical ebook for engineers in the palm oil industry.
No comments:
Post a Comment